 Faserverbundwerkstoffe finden heute in vielen Industriebereichen Anwendung. Diese Werkstoffkombination aus Fasern (Glasfaser, Kohlefaser, Naturfaser, Sisalfasern) und Kunststoff (Epoxidharz, UP-Harz- ungesättigte Polyesterharze, PU- Gießmassen) wird Faserverbundkunststoff genannt.
Faserverbundwerkstoffe finden heute in vielen Industriebereichen Anwendung. Diese Werkstoffkombination aus Fasern (Glasfaser, Kohlefaser, Naturfaser, Sisalfasern) und Kunststoff (Epoxidharz, UP-Harz- ungesättigte Polyesterharze, PU- Gießmassen) wird Faserverbundkunststoff genannt.
Bei den vielen möglichen Verstärkungsarten mit Glasfasern sind die Eigenschaften in hohem Maße von der Art, dem Anteil und der Orientierung der Glasfasern bzw. den Glasfaserprodukten abhängig.
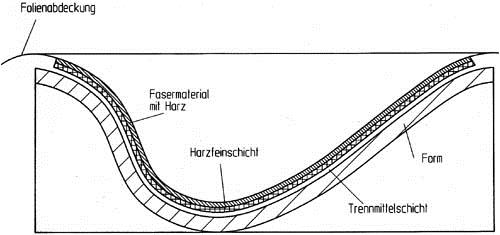
Das Handlaminieren ist das einfachste Verarbeitungsverfahren zum Herstellen eines Faser-Kunststoff-Verbundteils. Hierbei ist eine Form aus Holz oder anderen Modellmassen notwendig, die die spätere Bauteiloberfläche bestimmt. Zuerst wird eine Gelcoatschicht auf die Form aufgetragen, um eine gute Oberflächenqualität zu erzielen. Diese gefüllte Reinharzschicht verhindert ein Durchzeichnen der Faserstruktur und kann auch eingefärbt sein, um das anschließende Lackieren einzusparen. Zum Teil wird ein feines Oberflächenvlies in die Gelcoatschicht eingelegt, um das Durchdringen von Fasern an die Oberfläche zu verhindern. Auf diese Gelcoatschicht wird der Matrixwerkstoff, meist ein Polyesterharz mit den Verstärkungsfasern aufgetragen. Zunächst das Harz, dann die Wirrfasermatten, Gelege oder Gewebe. Pinsel oder Laminierrolle dienen dabei zum Einarbeiten. So werden nacheinander mehrere Faserlagen laminiert, bis die gewünschte Wanddicke erreicht ist.
Das Handlaminieren ist zwar sehr lohnintensiv, aber investitionsarm. Es dient zum Herstellen von sehr großen und komplexen Formteilen geringer Stückzahl. Eine vorgegebene Faserorientierung lässt sich jedoch nicht exakt einhalten. Hochleistungsverbundteile sind durch Handlaminieren nicht herzustellen, da der Faseranteil meist kleiner als 45 Vo. 45% ist. Typische Anwendungsbeispiele sind große Bauteile wie Boote, Großbehälter, Prototypen oder die Verbindung und Reparatur von FVK- Teilen. Häufig wird das Handlaminieren im Formenbau angewandt, da auch sehr komplexe Geometrien abformbar sind.
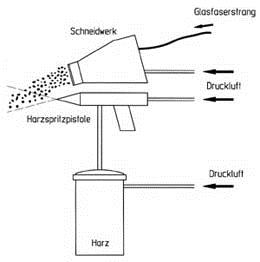 Das Faserspritzen gilt als das automatisierte Handlaminieren, wobei auch Industrieroboter zum Einsatz kommen. Zunächst wird eine Gelcoatschicht auf eine Form gebracht, um eine gute Oberfläche zu erzielen. Mittels einer Faserspritzpistole werden Harz, Härter, Beschleuniger sowie Langfasern gemischt und aufgetragen. Ein Schneidwerk zerkleinert die zugeführten Endlosfasern (Rovings) auf die gewünschte Länge. Pressluft dient zum Auftragen. Entweder werden Harz, Härter und Beschleuniger in der Harzdüse gemischt oder einzeln aufgetragen und erst im Laminat miteinander vermischt. Verdichtet und entlüftet wird, wie beim Handlaminieren, entweder mit einer Laminierrolle, oder es wird nach Auflegen einer Folie über das aufgespritzte Laminat evakuiert. So entweichen Luftblasen und das Laminat wird verdichtet. Zum Einsatz kommen Polyesterharze.
Das Faserspritzen gilt als das automatisierte Handlaminieren, wobei auch Industrieroboter zum Einsatz kommen. Zunächst wird eine Gelcoatschicht auf eine Form gebracht, um eine gute Oberfläche zu erzielen. Mittels einer Faserspritzpistole werden Harz, Härter, Beschleuniger sowie Langfasern gemischt und aufgetragen. Ein Schneidwerk zerkleinert die zugeführten Endlosfasern (Rovings) auf die gewünschte Länge. Pressluft dient zum Auftragen. Entweder werden Harz, Härter und Beschleuniger in der Harzdüse gemischt oder einzeln aufgetragen und erst im Laminat miteinander vermischt. Verdichtet und entlüftet wird, wie beim Handlaminieren, entweder mit einer Laminierrolle, oder es wird nach Auflegen einer Folie über das aufgespritzte Laminat evakuiert. So entweichen Luftblasen und das Laminat wird verdichtet. Zum Einsatz kommen Polyesterharze.
Das Faserspritzen eignet sich für kleine bis mittlere Serien. Anwendung findet das Verfahren für Badewannen, Behälter, Dachelemente und Schwimmbäder.
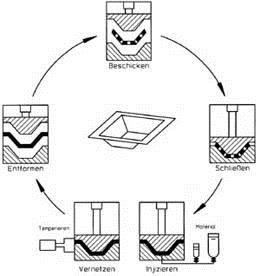 Die Harzinjektionsverfahren sind zwar mit dem Pressen und Spritzgießen faserverstärkter Formmassen verwandt, aber unterscheiden sich deutlich von diesen. Der Unterschied liegt darin, dass der Matrixwerkstoff und die Verstärkungsfaser erst im Werkzeug oder in der Arbeitsform vermischt werden. Beim Pressen und Spritzgießen faserverstärkter Formmassen dagegen sind die Komponenten bereits gemischt.
Die Harzinjektionsverfahren sind zwar mit dem Pressen und Spritzgießen faserverstärkter Formmassen verwandt, aber unterscheiden sich deutlich von diesen. Der Unterschied liegt darin, dass der Matrixwerkstoff und die Verstärkungsfaser erst im Werkzeug oder in der Arbeitsform vermischt werden. Beim Pressen und Spritzgießen faserverstärkter Formmassen dagegen sind die Komponenten bereits gemischt.
